扫描电子显微镜(SEM)图像演示失效模式
背景
传统金属液水库和油箱的首选材料,但随着轻重量材料需求的增长,用高分子材料代替金属变得更普遍。例如,在汽车行业更轻的重量等于更好的油耗。玻璃纤维增强聚合物材料可能会导致类似的替换零件在力量和耐力相比金属等价物。吹塑玻璃纤维增强聚合物坦克是一个成本有效的轻重量解决金属坦克,如果选择的聚合物是抵抗可能面临的环境压力。坦克必须优化设计和成型过程,没有高应力地区塑造成产品。任何压力塑造成坦克可能导致裂缝的产品,进而会导致失败。
聚合物解决方案收到请求失效分析调查的玻璃纤维增强聚丙烯缓冲槽。我们的客户要求协助确定观察到裂纹的根本原因。调查的根源裂缝,光学显微镜(OM)、扫描电镜(SEM)了。缓冲槽样本没有任何可见的裂缝与开裂的地区。

样品
两个裂缝区域分块的坦克。每个样本包含轴向和周向裂纹。轴向裂纹穿过(垂直)的焊线,和周向裂纹辐射平行于焊缝线。一个裂缝自由平衡水箱的焊接位置,含有美白被切割和抛光的微观分析。
光学显微镜(OM)
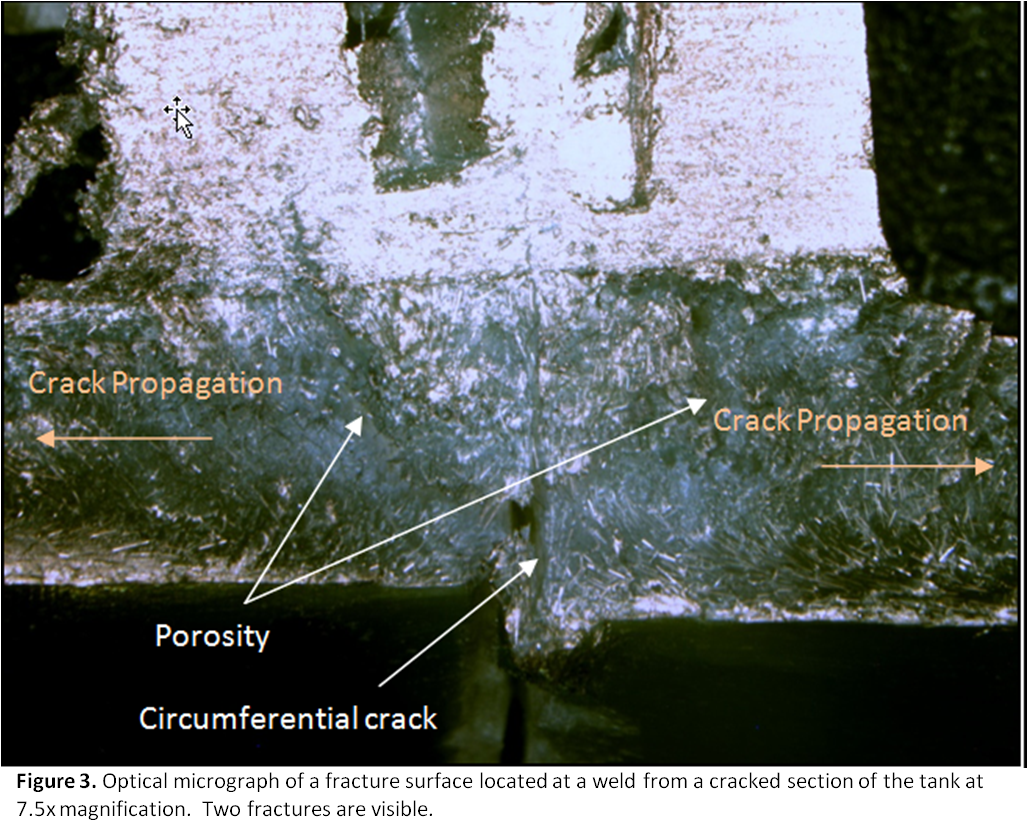
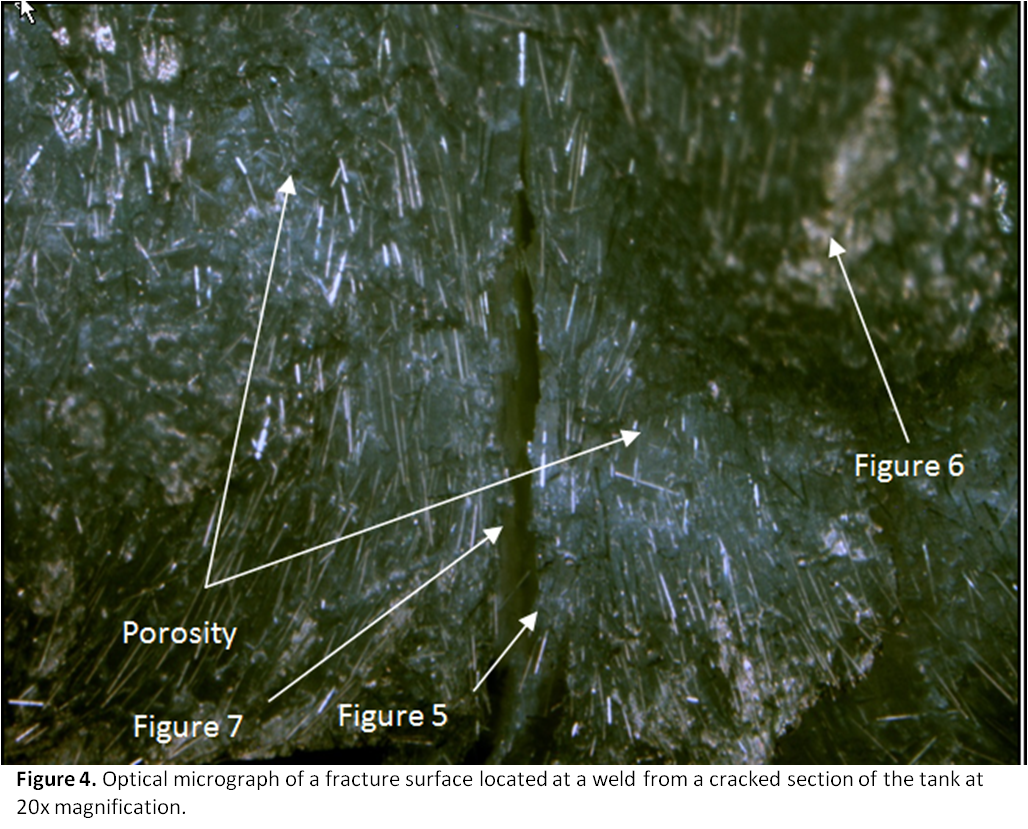
显微图拍摄的样品在7.5 x 10 x,和20 x放大,并通过4例子是图2所示。抛光的美白观察到裂纹免费样品孔隙度。没有迹象显示后光学显微镜进行轴向或周向裂纹是否发生第一次的破裂箱样品。

扫描电子显微镜(SEM)
样本溅射涂上一层10 nm的黄金,以防止电充电,和SEM进行三个样本。SEM显微图罐裂纹自由区的证实,美白从聚合物基质的孔隙度。
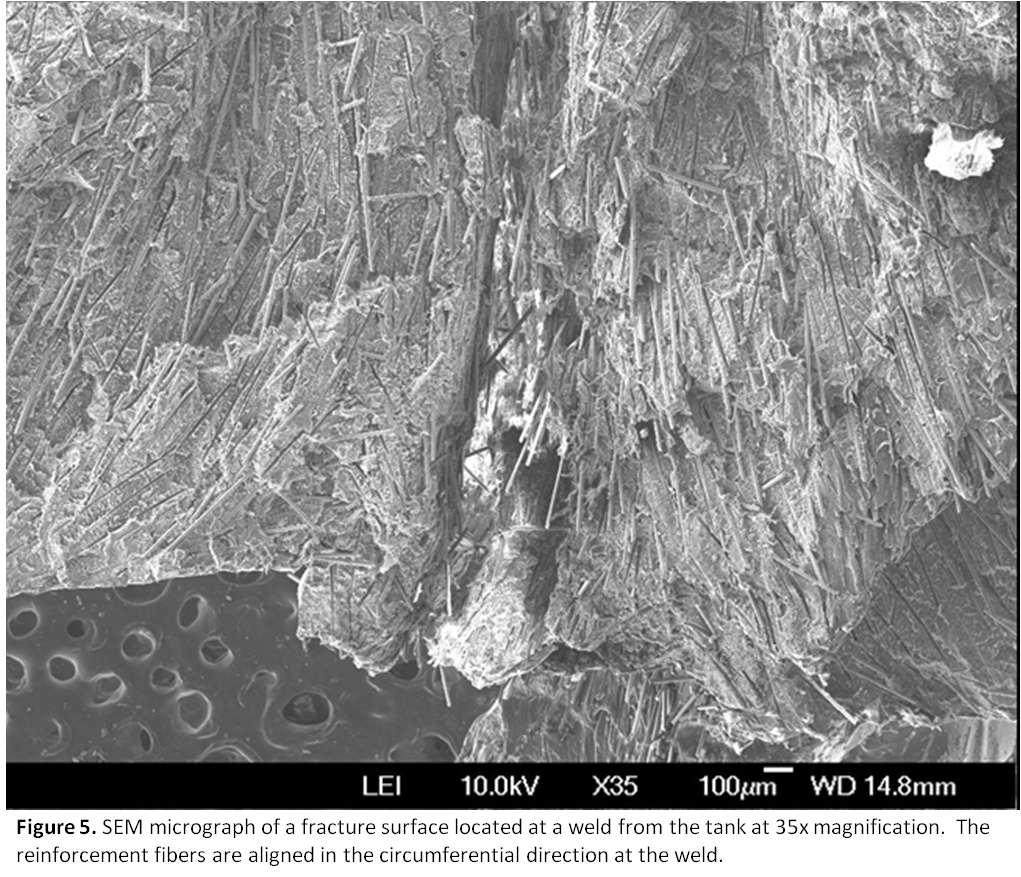
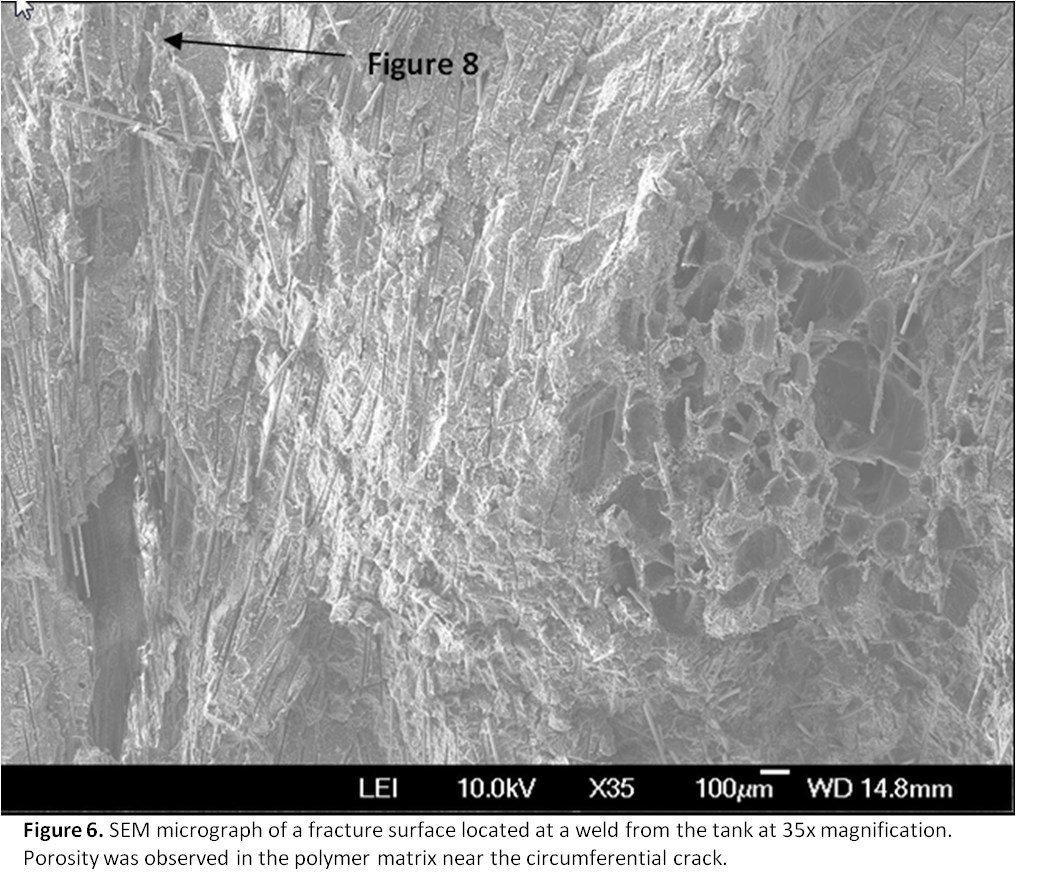
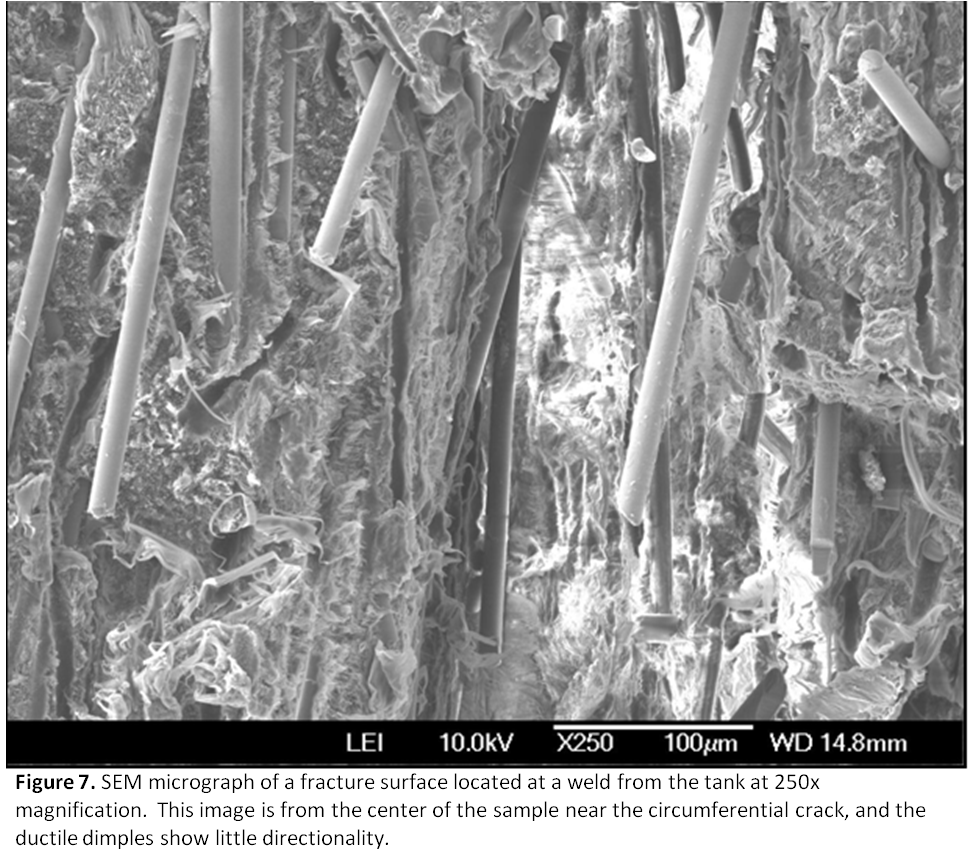
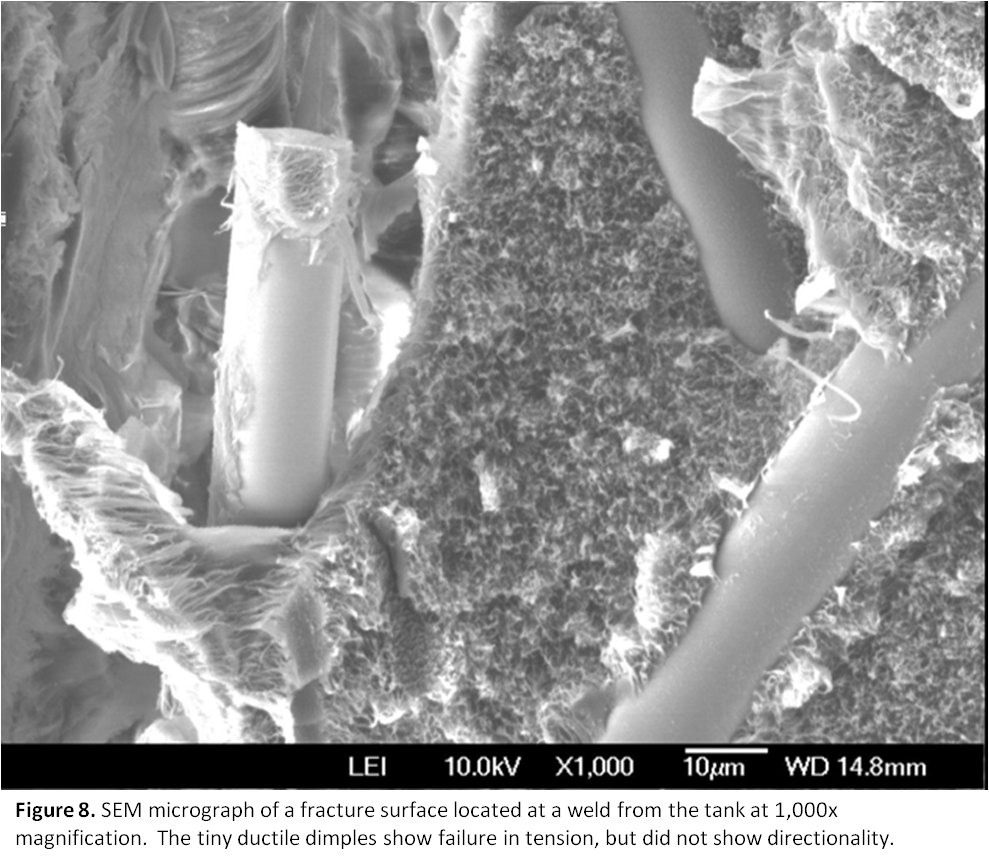
裂缝表面的SEM显微图坦克显示强化纤维排列焊接在圆周方向上,也有重要的孔隙度两边的两个环形裂缝见图5和图6。图7和图8更高放大图像的周向裂纹附近显示延性酒窝表明裂缝发展主要是在一个纯张力模式。
结论
显微镜的缓冲槽样本显示,观察到的美白是最常出现在中间的样本,由于聚合物基质的孔隙度。孔隙度通常是位于焊缝位置,但目前尚不清楚孔隙度是焊接过程中形成的。
缓冲槽中的裂缝观测样本在角落里观察到,预计随着角落压力集中器。有两个裂纹在两个地点检查,有一个裂缝在圆周方向旅行,另一轴向方向。重要孔隙度观察两边的环形裂纹,和SEM分析显示,强化纤维附近的环形裂纹在圆周方向一致,这将阻止在这个领域重要的荷载传递垂直力。纤维的排列和夸张的孔隙度在这个地区似乎直接配合焊接过程。从断裂表面特性,还不清楚周向或轴向裂纹是第一,但是很明显,焊缝附近的裂纹起源和向外传播。
韧性酒窝观察断口表面通常显示方向性,因此它通常可以确定哪个方向裂纹的进展。缓冲槽上的韧性酒窝观察断口表面几乎没有方向性,这是几乎纯张力失败的象征。这意味着骨折最可能启动中心的样品孔隙两侧的环形裂纹,然后断裂在周向和轴向两个方向发展源自焊缝区域。